






陶瓷基板表面金属化研究现状与发展趋势
2025-02-27 17:25:09
行业新闻
433
摘要:
散热基板是大功率电子元器件散热的重要通道, 其导热性能将直接影响功率型电子元器件的可靠性与使用寿命。详细介绍了陶瓷作为高导热的散热基板材料, 其表面金属化的技术方案及发展现状, 同时指出了各种金属化方案的关键技术难点, 对比分析了各类陶瓷封装散热基板的特点与性能差异, 并在此基础上对陶瓷基板的发展趋势进行预测。
0.引言
随着电子技术的不断进步, 散热问题已经逐渐成为限制功率型电子产品朝着大功率与轻型化方向发展的瓶颈。热量在功率型电子元器件内部的不断积累将使得芯片结温逐步升高, 并产生热应力, 引发寿命降低及色温变化等一系列可靠性问题。在功率型电子元器件的封装应用中, 散热基板不仅承担着电气连接和机械支撑等功能, 更是热量传输的重要通道[1]。对功率型电子器件而言, 其封装基板应具有较高的导热性、绝缘性与耐热性, 以及较高的强度和与芯片相匹配的热膨胀系数[2,3]。
目前市面上常见的散热基板以金属基板 (MCPCB) 和陶瓷基板为主。MCPCB因受制于导热绝缘层极低的导热系数, 已经越来越难以适应功率型电子元器件的发展要求。陶瓷基板作为新兴的散热材料, 其导热率与绝缘性等综合性能是普通MCPCB所无法比拟的, 而陶瓷基板表面金属化是决定其实际应用的重要前提。
本文详细介绍陶瓷基板表面金属化的技术方法及研究现状, 并阐述了各种金属化方案的原理, 指出了各方案的关键技术控制点, 旨在为功率型LED陶瓷封装基板的选择提供技术参考。
1.陶瓷表面金属化研究现状
陶瓷基板在烧结成型之后, 需对其表面实施金属化, 然后通过影像转移的方法完成表面图形的制作, 以实现陶瓷基板的电气连接性能。表面金属化对陶瓷基板的制作而言是至关重要的一环, 这是因为金属在高温下对陶瓷表面的润湿能力决定了金属与陶瓷之间的结合力, 良好的结合力是LED封装性能稳定性的重要保证。
因此, 如何在陶瓷表面实施金属化并改善二者之间的结合力成为众多科技人员研究的重点[4,5,6]。目前, 陶瓷表面常见的金属化方法大致可以分为共烧法 (HTCC和LTCC) 、厚膜法 (TFC) 、直接敷铜法 (DBC) 、直接敷铝法 (DBA) 及薄膜法 (DPC) 等几种形式[7,8]。
1.1 共烧法 (HTCC/LTCC)
共烧多层陶瓷基板因利用厚膜技术将信号线、微细线等无源元件埋入基板中能够满足集成电路的诸多要求, 故在近几年获得了广泛的关注[9]。
共烧法有两种, 一种是高温共烧 (HTCC) , 另一种是低温共烧 (LTCC) , 两者工艺流程基本相同, 主要生产工艺流程均为浆料配制、流延生带、干燥生坯、钻导通孔、网印填孔、网印线路、叠层烧结以及最后的切片等后处理过程。将氧化铝粉末与有机粘接剂混合形成浆料, 再利用刮刀把浆料加工成片状, 经干燥后形成陶瓷生坯[10], 然后根据设计要求在生坯上加工导通孔并填充金属粉末, 利用丝网印刷技术在生坯表面涂布形成线路图形。最后将各层生坯层叠后进行压合, 在共烧炉内完成烧结并成型。两种共烧法虽流程大致相同, 但烧结的温度却相差很大。HTCC共烧温度为1300~1600℃, 而LTCC烧结温度则为850~900℃。造成这种差别的主要原因在于LTCC烧结浆料中加入了可以降低烧结温度的玻璃材料, 这是HTCC共烧浆料中所没有的。虽然玻璃材料可降低烧结温度, 但是导致基板的热导率大幅下降[11,12,13]。
共烧陶瓷基板在增加组装密度、缩短互连长度、减少信号延迟、减小体积、提高可靠性等方面具有显著的优势。共烧基板更多的应用是将多种无源器件埋置于陶瓷浆料中烧结, 制作成三维集成且互不干扰的高密度电路, 在其表面贴装IC和有源器件, 制作成功能集成模块, 进一步减小电路结构, 提高集成密度, 特别适用于高频通讯用组件[13]。然而, 因HTCC与LTCC均是采用网版印刷完成图形制作, 因此图形尺寸精度及表面粗糙度受印刷工艺的影响较大。同时, 层压过程中也极易造成图形对位不精准而导致公差累积过大等问题。再者, 生坯在烧结过程中容易出现收缩不一致的情况, 这在很大程度上也限制了共烧工艺的应用[14,15]。
1.2 厚膜法 (Thick film ceramic, TFC)
厚膜法是指采用丝网印刷的方式, 将导电浆料直接涂布在陶瓷基体上, 然后经高温烧结使金属层牢固附着于陶瓷基体上的制作工艺。厚膜导体浆料的选择是决定厚膜工艺的关键因素, 它由功能相 (即金属粉末, 粒径在2μm以内) 、粘结相 (粘结剂) 和有机载体所组成。常见的金属粉末有Au、Pt、Au/Pt、Au/Pd、Ag、Ag/Pt、Ag/Pd、Cu、Ni、Al及W等金属, 其中以Ag、Ag/Pd和Cu浆料居多[16]。粘结剂一般是玻璃料或金属氧化物或是二者的混合物, 其作用是连结陶瓷与金属并决定着厚膜浆料对基体陶瓷的附着力, 是厚膜浆料制作的关键。有机载体的作用主要是分散功能相和粘结相, 同时使厚膜浆料保持一定的粘度, 为后续的丝网印刷做准备, 在烧结过程中会逐渐挥发[17]。
目前对于氧化铝厚膜电子浆料的研究已经趋于成熟, 而氮化铝厚膜电子浆料尚有较大的发展空间, 这是由多数金属对氮化铝陶瓷的润湿性不理想所导致的[17]。为改善厚膜制作过程中金属与氮化铝陶瓷之间的结合力, 最常见的方法有两种, 一是利用玻璃料作为粘结相使金属层与AlN层达到机械结合;二是添加与AlN能够反应的物质作为粘结相, 通过与AlN反应达到化学结合。目前氮化铝浆料大部分玻璃粘结体系的主要成分为SiO2-B2O3, 这是因为硅酸盐玻璃和硼酸盐玻璃对金属及氮化铝均有很好的润湿效果。另外, 硼酸盐玻璃的软化点较低, 能够提高烧成速率, 增强烧结后的密度。但硼酸盐软化点低的特性也会使其在未达到金属化烧结温度前就发生软化流动, 从而不能使金属层与氮化铝陶瓷形成有效的网状交联结构, 硅酸盐的加入可以有效解决这一问题。同时, 还可以通过向玻璃相中添加适量的碱金属和碱土金属以进一步改善玻璃相的性能, 这是因为碱或碱土金属能够使玻璃发生分化, 降低玻璃的粘度。一般随着碱或碱土金属添加量的增加, 粘度会显著降低, 从而有利于提高浆料的流动性, 加速金属化烧结, 常用的碱或碱土金属有Li2O、Na2O、K2O、BaO和PdO等[18,19]。此外, 还可以加入一些能够与氮化铝反应生成新相的物质, 如Cr2O3、PdO、ZnO等, 利用新相形成的反应结合力提高浆料金属化后的附着强度。有研究指出, 一些硅和硼的碱土金属氧化物, 以及锆、铁、铅及磷等的氧化物, 它们能够与AlN发生反应生成新物质[20,21]。例如使用ZrB2粘结相, 反应过程中由于新相Al2O3·B2O3 (硼铝尖晶石) 的生成, 可使金属化层与氮化铝陶瓷结合力高达24MPa, 反应过程中产生的ZrO2还能加速AlN的氧化, 从而促进反应的进行。
TFC烧结后的金属层厚度一般为10~20μm, 最小线宽为0.1 mm。由于技术成熟, 工艺简单, 成本较低, TFC在对图形精度要求不高的LED封装中得到一定应用。同时, TFC因存在着图形精准度低 (误差为±10%) 、镀层稳定性易受浆料均匀性影响、线面平整度不佳 (3μm以上) 及附着力不易控制等缺点, 使其应用范围受到了一定的限制。
1.3 直接敷铜法 (Direct bonded copper, DBC)
DBC是在陶瓷表面 (主要是Al2O3和AlN) 键合铜箔的一种金属化方法, 它是随着板上芯片 (COB) 封装技术的兴起而发展出来的一种新型工艺。其基本原理是在Cu与陶瓷之间引进氧元素, 然后在1065~1083℃时形成Cu/O共晶液相, 进而与陶瓷基体及铜箔发生反应生成CuAlO2或Cu(AlO2)2, 并在中间相的作用下实现铜箔与基体的键合。因Al N属于非氧化物陶瓷, 其表面敷铜的关键在于在其表面形成一层Al2O3过渡层, 并在过渡层的作用下实现铜箔与基体陶瓷的有效键合[22]。
氧的引入是DBC工艺中一个非常关键的步骤, 氧化时间与氧化温度是该工艺中两个最重要的参数, 对键合后陶瓷与铜箔之间的结合力有着非常重要的影响。当氧化时间和氧化温度固定时, 没经预氧化处理的Al2O3基体在与铜箔敷接的过程中, 因氧难以渗入铜箔与陶瓷基板的界面, Cu/O液相对基板的润湿性较差, 最后会在界面上残留大量的空洞和缺陷。而基体经预氧化处理后, 可在敷接的同时给予充足的供氧, 则Cu/O液相对陶瓷基体和铜箔润湿性良好, 界面空洞及缺陷明显减少, 铜箔与基体的结合力也较为牢固。而对于AlN而言, 因AlN是强共价键化合物, Cu/O液相对其润湿性较差, 在其表面利用DBC方式敷铜时则必须通过表面改性的方式来增强Cu/O液相对陶瓷基体的润湿性以确保铜箔与基体的结合力。目前一般的做法是利用预氧化的方式在AlN表面形成一定厚度、分散均匀且结构致密的Al2O3薄膜。因氧化铝薄膜与氮化铝基体的热膨胀系数不匹配, 室温条件下两相界面可能会因内应力的存在而导致结合力变差, 所以膜的质量是后续敷接成败的关键。一般而言, 欲实现二者的有效结合, 必须在保证氧化膜致密的前提下, 尽可能减小膜的厚度来降低AlN与Al2O3两相之间的内应力。井敏等[23]对DBC工艺展开了系统的研究, 利用熔融NaOH粗化陶瓷表面的方法, 获得了剥离强度为6.5 N/mm以上、热导率为11.86W/ (m·K) 的DBC陶瓷基板。谢建军等[24]用DBC技术制备了Cu/Al2O3、Cu/AlN复合陶瓷基板材料, 铜箔和AlN陶瓷基板间的结合强度超过了8.00 N/mm, 铜箔和AlN陶瓷之间存在厚度约为2μm的过渡层, 其成分主要为Al2O3、CuAlO2和Cu2O化合物, 随着敷接温度升高, Cu/AlN的界面结合强度逐渐增大。AKara-Slimane等[25]在真空条件下, 温度为1000℃、压强为4~12 MPa时, 利用DBC工艺制得氮化铝陶瓷基板, 其剥离强度高达32 MPa。
铜箔具有良好的导电及导热性能, 而氧化铝不仅具有导热性能好、绝缘性强、可靠性高等优点, 还能有效地控制CuAl2O3-Cu复合体的膨胀, 使DBC陶瓷基板具有近似氧化铝的热膨胀系数, 现已广泛地应用于IGBT、LD和CPV等的封装散热管理中。因DBC热压键合的铜箔一般较厚, 为100~600μm, 具有强大的载流能力, 在IGBT和LD封装领域优势明显[26]。
虽然DBC在实际工程运用中存在许多优势, 但同时也存在如下不足: (1) DBC工艺需要在高温条件下引入氧元素使Cu与Al2O3发生共晶反应, 对设备和工艺控制要求较高, 基板制作成本较高; (2) Al2O3与Cu层之间容易产生微气孔, 基板抗热冲击性能会受影响; (3) DBC表面键合铜箔厚度一般在100μm以上, 表面图形最小线宽一般大于100μm, 不适合精细线路的制作。
1.4 直接敷铝法 (Direct aluminum bonded, DAB)
直接敷铝法是利用铝在液态下对陶瓷有着较好的润湿性以实现二者的敷接。当温度升至660℃以上时, 固态铝发生液化, 当液态铝润湿陶瓷表面后, 随着温度的降低, 铝直接在陶瓷表面提供的晶核结晶生长, 冷却到室温实现两者的结合。由于铝较为活泼, 在高温条件下容易氧化生成Al2O3薄膜而存在于铝液表面, 大大降低铝液对陶瓷表面的润湿性, 使敷接难以实现, 因此在敷接前必须将其去除或是在无氧条件下进行敷接。彭榕等[23,27]采取石墨模具压铸的方法, 将纯净的铝液通过压力铺在Al2O3基板和AlN基板表面, 而Al2O3膜由于没有流动性而留在模具空腔里, 冷却后制得敷接完好的DAB基板。
鉴于铝液对陶瓷表面的润湿性是影响DAB成败的关键, 国内外的学者对润湿性展开了大量的研究工作。KaraSlimane[25]采用铝作为中间层敷接Al N/Al/Fe时指出, 敷接过程中必须施加一定的压力, 以打破液态铝表面出现的Al2O3层, 才能实现铝与氮化铝和铁的有效敷接。以上考虑的是物理敷接, 即铝/陶瓷界面不存在化学反应, 这样铝和陶瓷之间的结合强度就取决于两者之间的粗糙度增大而造成的机械锁合作用, 与DBC相比其结合力比较小。但两者之间的结合没有第二相生成, 与DBC相比具有低界面应力和高界面热导的优势。在敷接铝之前, 对陶瓷进行表面处理以增大敷接强度是非常关键的工艺环节。
Imai[28]发现, 陶瓷基板表面粗糙度在很大程度上影响敷接性能, 保持一定的粗糙度是提高敷接强度的必要条件。因此如何处理陶瓷基板以改变其粗糙度是提高铝/陶瓷之间结合强度的关键。Lin等[29]对Al2O3/Al/Al2O3的敷接温度及性能进行了研究, 并在1100℃制备出热导率达32 W/ (m·K) 的高键合强度DAB基板。井敏等[23]通过烧结Cu2O于Al2O3基板上首先形成一种稳定的Cu Al2O4相, 在1 000℃下经H2还原使基板表面生成一层铜膜, 最后在真空环境下用活泼金属镁和碳粉保护的方法, 隔绝了氧气与金属铝的接触, 在760℃以下共晶实现敷接, 制备了敷接强度高达11.9 MPa的Al/Al2O3的DAB陶瓷基板。
DAB陶瓷基板热稳定性良好, 与同结构的DBC相比质量可减轻44%, 铝线键合能力佳, 铝/陶瓷之间的热应力也相对较小, 近年来发展迅速。Al2O3-DAB基板及AlN-DAB基板具有优异的导热特性、良好的抗热震疲劳性能、出色的热稳定性及结构质量轻和良好的铝线键合能力, 基于DAB基板的电力器件模块已成功在日本汽车工业中得到应用。目前国内外对DAB技术做了大量的研究工作, 但对铝/陶瓷界面细节方面的研究还不够深入[4]。因对氧含量有严格的限制, DAB对设备和工艺控制要求较高, 基板制作成本较高。且表面键合铝厚度一般在100μm以上, 不适合精细线路的制作, 其推广和应用也因此而受限。
1.5 薄膜法 (Direct plated copper, DPC)
薄膜法是主要采用物理气相沉积 (真空蒸镀、磁控溅射等) 等技术在陶瓷表面形成金属层, 再采用掩膜、刻蚀等操作形成金属电路层的工艺过程。其中物理气相沉积是最常见的薄膜制造工艺[30]。
物理气相沉积是采用蒸镀或溅射等方法在陶瓷表面形成一层3~5μm的金属薄膜作为陶瓷基板的导电层。因金属铜层与陶瓷层易发生热循环剥离失效, 因此界面键合强度成为DPC基板的技术瓶颈。陶瓷与金属薄膜的结合力、金属薄膜与芯片的焊接性能以及金属薄膜自身的导电能力是衡量薄膜质量的三个重要指标。金属薄膜与氮化铝的结合力决定了薄膜工艺陶瓷基板的实用性与可靠性, 而结合力则受到范德华力、化学键力、扩散附着、机械锁合、静电引力及薄膜自身内应力的综合影响, 其中以扩散附着和化学键力为主要因素。因此需要选择Al、Cr、Ti、Ni、Cu等活性较高、扩散性能好的金属作为过渡层。导电层承担着电气连接及焊接的功能, 因此需要选择Au、Cu、Ag等电阻率低、耐高温、化学性能稳定且扩散系数小的金属材料[31]。张学斌[32]对DPC陶瓷基板制备工艺进行了研究, 结果表明通过采用W/Ti合金作过渡层能提高键合强度, 当过渡层厚度为200 nm时, 制备的薄膜Al2O3陶瓷基板的结合力强度大于97.2 N。另外, 除利用物理气相沉积制备薄膜外, 还有学者利用化学镀的方法在陶瓷表面获得了铜薄膜。重庆大学薛生杰等[13]利用化学镀的方法, 通过优化各类工艺参数, 制备了结合力为18.45 N、电导率为2.65×10^6 S/m、沉积速率为0.026 g/ (s·cm2) 、热导率为147.29 W/ (m·K) 的Al N薄膜陶瓷基板。
与其他陶瓷表面金属化方法相比, DPC工艺操作温度低, 一般在300℃以下, 降低了制造工艺成本, 同时有效避免了高温对材料的不利影响。DPC基板利用黄光微影技术制作图形电路, 线宽可控制在20~30μm, 表面平整度可达3μm以下, 图形精度误差可控制在±1%之内, 非常适合对电路精度要求较高的电子器件封装。特别是在利用激光对DPC基板切孔与通孔填铜后, 可实现陶瓷基板上下表面的互联, 从而满足电子器件的三维封装要求。DPC不仅降低了封装体积, 还能有效提高封装集成度。DPC陶瓷基板虽具有上述诸多优点, 但是也存在着诸如电镀沉积铜层厚度有限, 且电镀废液污染大、金属层与陶瓷间的结合强度较低, 产品应用时可靠性较低等不足。
2 陶瓷基板的性能对比和发展趋势
2.1 陶瓷基板性能对比
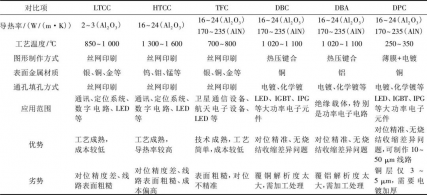
功率型电子封装散热基板除了电气连接与散热功能之外, 还需要同时具备一定的绝缘、耐热、耐压能力与热匹配性能。因陶瓷基板具有优异的导热与绝缘性能, 在功率型电子元器件的封装应用中优势凸显, 是日后功率型电子封装散热基板的主要发展方向之一[33]。LTCC、HTCC、TFC、DBC、DBA、DPC工艺陶瓷基板的主要特征如表1所示。
表1 各类陶瓷基板的主要特征及性能对比
到目前为止, Cree、Osram、Philips及Nichia等国际顶尖制造商及国内江西晶瑞、易美芯光、虎成科技、佛山国星、深圳瑞丰、广州鸿利、宁波升谱等企业相继推出了陶瓷封装的功率型电子产品。目前因受制于技术能力, 陶瓷基板的制造成本仍然较高。但可以预测的是, 随着技术瓶颈的不断突破及封装集成度的不断提高, 陶瓷基板的市场接受度将会日益提高, 利用陶瓷作为封装基板的功率型电子产品也会日益丰富。
2.2 陶瓷基板发展趋势
陶瓷基板具有低的热膨胀系数、良好的导热性能及绝缘性能, 已经成为业界公认的最具发展潜力的散热基板材料, 在某些场合正逐步取代金属基板, 成为高功率电子元器件散热首选的热管理方案[34]。
如前所述, 目前应用于大功率电子元器件封装的陶瓷基板制造技术共有HTCC、LTCC、TFC、DBC、DAB、DPC六种, 其中HTCC工艺中金属粉末主要是钨、钼、锰等熔点较高但导电性较差的金属, 其制作成本较高, 故一般较少采用。LTCC工艺因在浆料中加入了导热率低的玻璃材料, 其导热率仅为2~3 W/ (m·K) , 与普通的MCPCB相比优势并不明显。与此同时, HTCC与LTCC的线路图形因采用厚膜 (TFC) 技术制作, 存在线路表面粗糙、对位不精准的缺点。此外, 在烧结过程中还存在陶瓷生坯收缩不一致的问题, 这使得共烧陶瓷的工艺解析度受到了一定的限制, 推广应用也面临着极大的挑战。
DBC工艺中因液相铜对陶瓷表面的润湿性较差, 需要在高温条件下引入氧元素实现铜箔与基体陶瓷的敷接, 且在交界面上容易产生微气孔, 对设备和技术要求较高, 仍然是国内外科研工作者研究的重点。DAB工艺中铝在高温下容易氧化, 会影响到液态铝液对陶瓷表面的润湿性, 敷接需要在无氧条件下进行, 因此对设备和技术的要求同样较为苛刻, 目前并没有实现大规模的产业化。目前, 西方发达国家、日本、韩国拥有DBC与DAB的技术和市场优势。我国部分科研机构也对DBC与DAB开展了一些研究工作并取得了一定的技术突破, 但与国际先进水平相比仍有一定的差距, 产品主要应用于IGBT (绝缘栅双极二极管) 和LD (激光二极管) 等功率器件封装。因DBC与DAB导电层较厚, 两种基板应用于LED封装的优势并不明显。
DPC工艺通过在陶瓷表面引入过渡层金属解决了铜箔对陶瓷表面润湿性不佳的难题, 在保证导电层与陶瓷基体之间结合力的前提下, 成功实现了陶瓷表面金属化。DPC陶瓷基板不仅具有优良的导电性能, 而且线路精准度与表面平整度较高, 非常适合LED覆晶与共晶工艺的LED封装, 并在生产规模方面已经实现了产业化, 是目前最能满足LED朝大功率、高光密与小尺寸方向发展需求的陶瓷封装散热基板。目前我国台湾地区对DPC核心技术持垄断地位, 全球产品市场占有率占80%, 是半导体照明行业巨头如美国Cree、Lumileds和德国Osram等企业陶瓷散热基板的主要供应方。如今随着研发力度的不断加大, 大陆地区DPC基板技术也已经取得了突破, 在一定程度上也能满足大功率LED封装对散热的需求。
在制造工艺技术瓶颈不断突破的背景下, 陶瓷基板脆性大是不争的事实, 如何利用其优异的导热性能为快速发展的LED产业提供散热管理方案, 并避免在生产与使用过程中因脆性过大而龟裂也是不容忽视的现实难题。乐健科技 (珠海) 有限公司利用激光切割或砂轮切割将大块陶瓷切割成若干小块, 并将其选择性地植入到FR4结构中, 利用压合的工艺将陶瓷与FR4结合在一起形成复合散热结构。其中, 陶瓷充当芯片的散热通道, 使电子元器件在工作过程所产生的热量能够沿着陶瓷迅速向外界扩散, 避免散热不良导致元器件可靠性降低, 从而造成过早失效的风险, 如图1及图2所示。这种设计不仅保留了陶瓷的散热功能, 而且解决了陶瓷易碎的难题。同时, 可以在FR4上实现机械加工, 极大地降低了纯陶瓷切割时的高昂成本。目前, 该类复合基板材料已经在大功率LED和IGBT等领域得到了一定规模的应用。
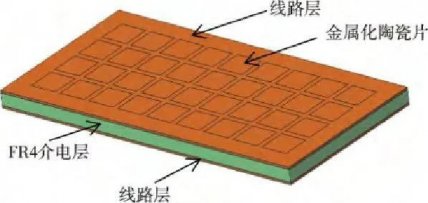
图1 微散热器高导热陶瓷基板结构示意图
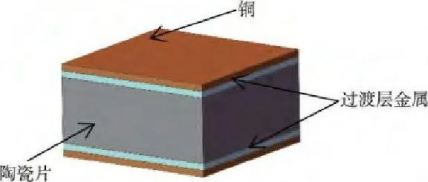
图2 微散热器高导热陶瓷结构示意图
3 结束语
散热是功率型电子元器件发展过程中的关键技术问题。鉴于大功率、小尺寸、轻型化已经成为未来功率型电子元器件封装的发展趋势, 陶瓷基板除了具有优异的导热特性之外, 还具备较好的绝缘、耐热、耐压能力及与芯片良好的热匹配性能, 已成为中、高端功率型电子元器件封装散热之首选。陶瓷基板表面金属化工艺是实现陶瓷在功率型电子元器件封装中使用的重要环节, 金属化方法决定了陶瓷基板的性能、制造成本、产品良率与使用范围。
参考文献:
[1] 陈建龙.大功率LED封装散热性能分析[D].广州:华南理工大学, 2012.
[2] 张剑平, 文尚胜, 陈育.基于金属基板与陶瓷基板的COB LED散热性能分析[J].中国照明电器, 2016 (10) :10. [3] 翁建华, 张同运, 舒宏坤, 等.照明用LED的散热计算与分析[J].机械研究与应用, 2016 (3) :127.[4] 俞晓东, 傅仁利, 井敏, 等.铝和氧化铝的润湿性及氧化铝陶瓷敷铝基板[J].兵器材料科学与工程, 2009 (4) :112. [5] 许春富, 谢刚, 阎江峰, 等.液态铝与陶瓷的润湿性改变机理[J].云南冶金, 2006 (4) :42. [6] 张雄飞, 王达健, 陈书荣, 等.液态铝与陶瓷的润湿性改变机理[J].粉末冶金技术, 2003 (1) :42.[7] 王文君, 王双喜, 张丹, 等.大功率LED封装基板研究进展[J].材料导报:综述篇, 2016, 30 (9) :44. [8] 吴朝晖, 程浩, 章军, 等.大功率LED封装基板技术与发展现状[J].半导体光电, 2016 (1) :1. [9] Sung Chul Cho, Chulwoong Han, Hanshin Choi, et al.Synthesis and consolidation behavior of Al/Al N composite powders by reactive RF thermal plasma spraying[J].Powder Technology, 2016, 287:395.[10] Xiong Jijun, Zheng Shijun, Hong Yingping, et al.Measurement of wireless pressure sensors fabricated in high temperature co-fired ceramic MEMS technology[J].J Zhejiang University-Science C (Computers&Electronics) , 2013 (4) :258.[11] 余芬芬.高温共烧陶瓷 (HTCC) 用丝网印刷浆料的制备工艺与特性研究[D].武汉:华中师范大学, 2014.[12] 程浩, 陈明祥, 郝自亮, 等.功率电子封装用陶瓷基板技术与应用进展[J].电子元件与材料, 2016 (1) :7.[13] 薛生杰.大功率LED散热用陶瓷金属基板的制备与性能研究[D].重庆:重庆大学, 2014. [14] Thomas Ritter, Gunter Hagen, Jaroslaw Kita, et al.Self-heated HTCCbased ceramic disc for mixed potential sensors and for direct conversion sensors for automotive catalysts[J].Sens Actuat B:Chem, 2017, 248:793.[15] 胡独巍, 缪旻, 方孺牛, 等.内嵌微流道低温共烧陶瓷基板传热性能 (英文) [J].强激光与粒子束, 2016 (6) :141. [16] 钱斐.大功率LED用Al2O3陶瓷封装基板的金属化和致密化研究[D].南京:南京航空航天大学, 2014.[17] Jan Reboun, Karel Hromadka, Vojtech Hermansky, et al.Properties of power electronic substrates based on thick printed copper technology[J].Microelectron Eng, 2017, 167:58.[18] 丁利文, 范桂芬, 李镜人, 等.Al N陶瓷的性能及应用[J].现代技术陶瓷, 2016 (1) :22. [19] Zheng Zhiqin, Zhang Yong, Yi Facheng.Surface metallization of alumina ceramics:Effects of sintering time and substrate etching[J].Ceram Int, 2014, 40:12709. [20] 李宏伟.大功率LED用高热导率氮化铝陶瓷基座的制备与封装研究[D].杭州:中国计量学院, 2014.[21] Wang Yanlei, Zhang Congchun, Niu Di, et al.High temperature sensors fabricated on Al2O3ceramic and nickel-based superalloy substrates[J].Sen Actuat A:Phys, 2016, 247:75. [22] 井敏, 何洪, 宋秀峰.直接敷铜陶瓷基板及制备方法[J].山东陶瓷, 2007 (6) :19. [23] 井敏.金属直接敷接陶瓷基板制备方法与性能研究[D].南京:南京航空航天大学, 2009. [24] 谢建军, 王宇, 汪暾, 等.直接敷铜工艺制备Cu/Al N材料的界面结构及结合性能[J].机械工程材料, 2017 (1) :61. [25] Kara-Slimane A, Juve D, Leblond E, et al.Joining of Al N with me-tal and alloy[J].J Eur Ceram Soc, 2000, 20:1829. [26] 卢会湘.直接敷铜陶瓷基板技术的研究进展[C]∥2010全国半导体器件技术研讨会论文集.杭州, 2010:4. [27] Schulz-Harder J, Exel K.Recent developments of direct bonded copper (DBC) substrates for power modules[C]∥ICEPT 2003, Fifth International Conference on Electronic Packaging Technology.Piscataway, NJ, USA, 2003. [28] Imai H, Matsuoka S.Direct welding of metals and ceramics by ultrasonic vibration[J].Int J Ser A, 2006, 49 (3) :444.[29] lin C Y, Tuan W H.Direct bonding of aluminum to alumina for thermal dissipation purposes[J].Int J Appl Ceram Technol, 2016, 13 (1) :170. [30] Xiang Wenjing, Nie Lei, Li Huajing, et al.Effect of packaging materials on the reliability of LED modules under high temperature aging test[J].Adv Mater Res, 2014, 915-916:532. [31] 董政.功率型LED陶瓷基印刷电路板的研究[D].杭州:浙江大学, 2012.[32] 张学斌.镀铜陶瓷基板制备与LED封装应用研究[D].武汉:华中科技大学, 2014. [33] Wojciech Grzesiak, Piotr Macków, Tomasz Maj, et al.Application of direct bonded copper substrates for prototyping of power electro-nic modules[J].Circuit World, 2016, 42 (1) :23. [34] 高岭, 赵东亮.系统级封装用陶瓷基板材料研究进展和发展趋势[J].真空电子技术, 2016 (5) :11.
免责申明:本文内容转自:微信公众号“ 陶瓷基板(ID: ceramicsubstrate)”。文字、素材、图片版权等内容属于原作者,本站转载内容仅供大家分享学习。如果侵害了原著作人的合法权益,请及时与我们联系,我们会安排删除相关内容。本文内容为原作者观点,并不代表我们赞同其观点和(或)对其真实性负责。
AMB、AMB载板、活性钎焊、活性金属钎焊、陶瓷覆铜板、陶瓷基板、DBC、高可靠性基板、SiC芯片载板、AMB陶瓷基板、AMB陶瓷覆铜板、DBC基板、DBC陶瓷基板、芯片载板、IC载板、碳化硅IC载板、碳化硅载板、半导体碳化硅IC载板、第三代功率半导体碳化硅IC载板、第三代功率半导体载板、第三代功率半导体基板、银铜钛焊膏、银铜钛焊片、AgCuTi活性焊膏、AgCuTi、厚铜陶瓷基板、双面厚铜陶瓷板、银焊膏、银胶、烧结银、低温银胶、银烧结、纳米银锡膏、纳米银、纳米银膏、锡锑Sn90Sb10焊料片、锡锑焊片、Sn90Sb10 Solder Preforms
广州先艺电子科技有限公司是先进半导体连接材料制造商、电子封装解决方案提供商,我们可根据客户的要求定制专业配比的金、银、铜、锡、铟等焊料合金,加工成预成形焊片,提供微电子封装互连材料、微电子封装互连器件和第三代功率半导体封装材料系列产品,更多资讯请看www.xianyichina.com,或关注微信公众号“先艺电子”。

