





各类封接材料 及技术工艺浅析
2016-11-24 10:51:29
知识库
9052
2016-11-21 摘自材料科学与工程
一、玻璃-玻璃的封接
玻璃与玻璃之间的封接通常是在煤气或天燃气和氧气的混合火焰中进行烧结熔化而进行的。为了保证封接可靠,必须使封接玻璃之间的热膨胀系数极为相近,否则会因封接时产生的内应力引起玻璃的破裂。
经验证明:如果线膨胀系数之差不大于7×10-7/℃,则熔接处所产生的内应力不致引起炸裂。如果膨胀系数太大,则应采取膨胀系数介于二者之间的中间玻璃进行过渡封接。经过封接的地方最好采用退火工艺来消除内应力,否则封接处也易引起破裂。
玻璃热稳定性差,在封接时应注意火焰作用在玻璃上的温度,因为温度急剧变化也会引起玻璃的炸裂。
二、玻璃-金属的封接
玻璃与金属的封接,用途广泛,特别是电真空器件、激光器、红外线器件和电光源等方面,都要用到它,对封接技术要求很高,不仅要求有一定的机械强度,而且要求在高真空的情况下,有极好的气密性和导电性。玻璃与金属的封接的形状颇多,通常有引线式封接、管状式封接、盘状式封接及片状或带状式( 主要用于石英与钼的封接方面) 封接等几种,要达到以上封接的目的,就要求对玻璃和金属及合金材料的性能有如下一些基本的要求。
( 1 ) 玻璃和金属合金材料的热膨胀系数要基本一致或比较接近,以达到封接件的内应力减少到最低限度,使某些器件能承受450℃左右的高温和-190℃左右的低温变化( 除石英外) 。两者热膨胀系数相接近,称之为匹配封接。
( 2 ) 金属及合金材料的熔点要高于玻璃的软化温度( 即高于玻璃可塑温度,因为玻璃没有固定的熔点,随着温度的上升从固态逐渐均匀地变为液态状) 。金属及合金材料的表面经过火焰加热后,其氧化层能牢固地与玻璃粘合在一起。
( 3 ) 要求金属要有良好的可塑性和延展性,利用这一特性能够使玻璃和金属在热膨胀系数差异很大的情况下进行封接,以达到不漏气不爆裂的目的,此称之为非匹配封接。
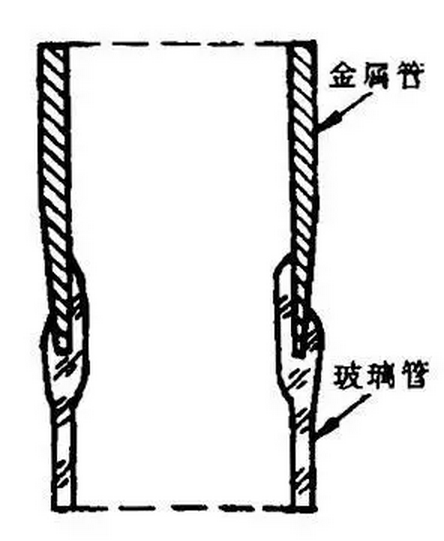
图1 金属管与玻璃管非匹配封接(双边封接)
上图是金属管与玻璃管的一种非匹配封接形式。 金属管管壁在封接处逐渐变薄,以利于变形,变薄的区域约等于封接区长度的一倍。这种封接一般分为外封接(玻璃仅熔接在金属管壁外侧),内封接(玻璃仅熔接在金属管壁内侧)和双边封接(玻璃从内、外二侧包住金属管壁)三种。双边封接时内侧的玻璃封接长度最好是外侧的二倍。这类封接不大经受得住温度的反复升降,例如铜与玻璃封接时,如果温度的摆幅是室温到400℃,则仅能使用几百次
( 4 ) 玻璃和金属及合金必须经过清洁处理,否则会引起封接处漏气或爆裂。
( 5 ) 某些金属或合金与玻璃封接前,需做烧氢除气处理。
( 6 ) 封接件应尽量做到象玻璃仪器一样地进行退火处理以减轻应力。
可伐是三元合金材料,其主要成分是铁、钴和镍,热膨胀系数在48×10-7~50×10-7之间。它可以与钼组玻璃封接,常用的是 DM305或DM308等硬质玻璃。以上两种钼组玻璃和热膨胀系数也是在48×10-7 ~50×10-7范围之问,是很好的匹配封接材料。
可伐合金,也称铁镍钴合金。多用于真空电子,电力电子等行业的器件使用。相当于GB 4J29,ASTM F15,UNS K94610);KOVAR为含镍29%,钴17%的硬玻璃铁基封接合金。该合金在20~450℃范围内具有与硬玻璃相近的线膨胀系数和相应的硬玻璃能进行有效封接匹配,和较高的居里点以及良好的低温组织稳定性,合金的氧化膜致密,容易焊接和熔接,有良好可塑性,可切削加工,广泛用于制作电真空元件,发射管,显像管,开关管,晶体管以及密封插头和继电器外壳等。可伐合金因为含钴成分,产品比较耐磨。
※玻璃-金属封接工艺的封接材料与接头形式
玻璃-金属真空密封接头对膨胀系数匹配的要求, 决定于接头形状、金属的塑性以及退火方法等。玻璃与金属间的封接质量决定于金属氧化物层。金属氧化物溶解在玻璃内并对金属产生很强的粘附作用。氧化物层有些是在封接过程中产生的, 有些则是在封接前预先氧化处理形成。封接前, 金属必须彻底除气, 否则在接头的玻璃内会出现气泡, 造成接头漏气。匹配封接要求玻璃和金属间的膨胀系数值相接近, 设计时应仔细检查从室温到玻璃软化温度整个区域内的膨胀特性曲线。如图2所示,玻璃直到退火温度, 膨胀曲线近似是直线, 然后则明显增大。纯金属在同样温度范围内几乎是线性的, 更高温度时并不明显增大。对膨胀特性作比较发现,有几种金属能和玻璃封接而不会产生很大的应变。例如, 钨和钼能和特别研制的硼硅玻璃封接。钨的膨胀系数是44.5×10-7℃21(0℃~500℃),能和DW-21玻璃或7720玻璃封接。钼的膨胀系数是54. 4×10-7℃21能和DM-305或7052玻璃封接。这种封接限于金属的丝料或引线, 玻璃处于压应力状态。通常总是在引线的封接部位先烧上玻珠使封接容易并避免引线过度氧化。
玻璃-金属匹配封接常用的封接材料主要有: 铁合金(镍钢) , 通过改变镍的含量从35%到65% , 膨胀系数连续地变化, 这样便能获得恰好与真空玻璃相匹配的合金。这些合金的膨胀系数在磁转变点(居里点) 增大, 这更有利于匹配退火温度下的玻璃为。典型合金的膨胀特性曲线如图2 所示。镍钢内镍含量少, 膨胀系数变小, 居里点也降低。若要居里点高于400℃, 镍含量就必须大于44%, 这样膨胀系数便大于70×10-7℃21, 这只能和软玻璃封接。例如,50%N i250%Fe 合金, 膨胀系数约90×10-7℃21 , 居里点约500℃, 能和DB-401 玻璃或0120 玻璃匹配封接。为了改善接头的真空密封性, 常常添加少量铬(0.8%~6%)。封接时生成的氧化铬溶入玻璃内并牢固地粘附于合金表面。
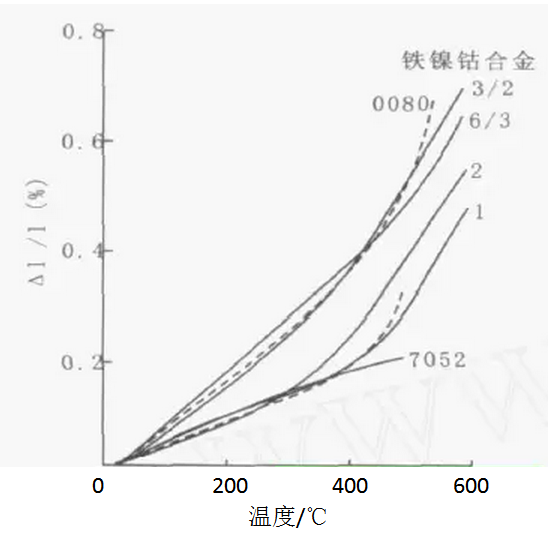
图2 几种玻璃封接合金的膨胀系数-温度曲线
通常把42%N i258%Fe 合金丝外包一层重量为18%~28% 高导无氧铜, 称为杜美丝(Dumet)。铜在氢气内用银铜焊料钎焊到合金杆上, 然后拉成丝, 并涂上硼酸盐。这种丝的轴向膨胀系数为65 ×10-7℃21, 比铂组玻璃小, 但由于封接时生成的氧化亚铜与玻璃和铜粘附力强, 而且铜层富有弹性, 所以这种丝能与铂组玻璃真空封接, 并称为杜美封接。
可伐(Kovar)合金为在镍钢中添加钴,或者用钴部分地代替镍,使居里点升高,但基本上不影响膨胀系数。这种合金可用来和硬玻璃封接。其基本组成是54%Fe、29%N i 和17%Co,膨胀系数约50×10-7℃21, 居里点约435℃,能和DM-346或7052玻璃匹配封接。可伐封接前在湿氢气炉内900℃处理1小时,或1000℃处理30分钟,封接时在空气中加热到850℃,使其表面氧化,然后靠压力使它与加热到同样温度的玻璃封接在一起,真空密封接头应是灰白色。可伐接头允许烘烤到450℃。必须注意接头在低于200K下的工作,可伐会改变结构,膨胀系数增大。
三、陶瓷-金属封接
目前, 金属基或陶瓷基复合材料的生产普遍存在着成本高、能耗大、规模生产困难等问题。对于形状复杂的构件和大型构件(如航空发动机燃烧室、涡轮叶片等)来说, 采用单一的金属/ 陶瓷复合材料来制造成本会很高。但如果把陶瓷和金属连接后制成复合构件来使用, 则可降低成本与能耗, 而且易于工程化。对于像航空发动机这样的可靠性要求很高的产品的制造, 选用合适的陶瓷/金属连接工艺, 能增加所选用陶瓷材料的可靠性。
△ 陶瓷-金属的连接方法
陶瓷和金属是两类性质不同的材料, 相互接合时在界面上存在着化学及物理性能的差异。二者的连接方法不同, 所形成的新界面的特性也不同。机械连接和粘接连接工艺的使用范围很有限, 这两种工艺联合使用虽可以进一步增加接头强度并获得气密性接头, 但使用条件也较有限。一旦需考虑复杂受载条件、较高使用温度及可靠性因素时, 就只能选择陶瓷/ 金属的焊接连接工艺。焊接连接的主要方法有:
(1) 烧釉封接——在空气中于陶瓷上烧结硅酸盐玻璃类物质, 然后再在还原气氛下与金属焊接, 但接头的釉层龟裂及内应力严重。此方法可能会被逐渐淘汰。
(2) 烧结金属粉末法——在陶瓷表层涂覆金属粉末并烧结形成涂层, 然后用焊料对陶瓷与金属焊接, 多用于电子元件陶瓷金属封接与连接。
(3) 熔焊——主要是激光熔焊和电子束焊, 能够制造高温下稳定的连接接头, 但难于形成面2面连接, 设备投资昂贵。
(4) 摩擦焊——使两焊件相对旋转并加压摩擦, 待金属表面加热至塑性状态后停转, 施加较大的顶锻力使焊件连接。接头处既有机械结合又有化学键结合。但该法仅限于圆棒、管件等的焊接。
(5) 固相压力扩散焊——在较高温度和一定外力作用下, 使陶瓷-金属表面紧密接触, 金属母材发生一定的塑性变形, 便于原子的扩散, 促使两种材料结合在一起。
(6)陶瓷/金属钎焊——利用陶瓷/金属母材之间的钎料在高温下熔化, 其中的活性组元与陶瓷发生化学反应, 形成稳定的反应梯度层, 将两种材料结合在一起。
(7) 自蔓延高温合成(SHS—Self-propagating High-temperature Synthesis)焊接—— 在陶瓷/金属界面间预置高能焊料, 点燃焊料产生短时高温燃烧波, 使焊料和陶瓷/金属界面迅速融合, 并快冷形成接头。这种方法效率高, 能耗低, 在制造金属基、陶瓷基复合材料方面具有重要意义。综合考虑上述各种方法形成焊接接头的性能、工艺特点、机理及工艺成本等因素, 我们认为固相压力扩散焊、钎焊和SHS 焊接已具有一定预研基础和良好的应用前景, 应该重点研究与开发。
陶瓷/金属的连接理论及相关工艺研究, 对发展陶瓷/金属复合构件, 尤其是高温结构复合材料是非常重要的, 对下一世纪能源及动力工业具有潜在的经济及社会效益。目前的研究几乎都是围绕着陶瓷/金属界面接合机理、解决界面应力、连接工艺等来进行的。综合考虑连接理论、工艺等方面, 我们认为, 活性金属钎焊、 SHS 焊接技术最有希望成为陶瓷/ 金属连接工艺中的重点开发研究项目。
关键词:各种封接、玻璃-玻璃封接、玻璃-金属封接、陶瓷-金属封接、金锡焊片、Au80Sn20焊、Au88Ge12、预置金锡盖板、铟合金焊料片、锡银铜SAC焊料片、无铅焊料、Ag72Cu28、In52Sn48、铟银合金焊片、Sn90Sb10、Sn63Pb37、锡铅焊片、金基焊料 、银基焊料、铟基焊料、金锗焊料、金锡焊料封装、金锡焊料、IGBT高洁净焊片、预涂覆助焊剂焊片、SMT填充用焊片、预制焊锡片、Ag92.5Cu7.5焊片、Bi58Sn42焊片、Pb60In40焊片、In60Pb40焊片、Pb75In25焊片、In50Sn50焊片、低温钎焊片、锡片、Zn95Al4Cu1焊片、In51Bi32.5Sn16.5焊片、In66.3Bi33.7焊片、Ag62Sn35Pb3焊片、Ag60Cu23Sn17焊片、Solder Preforms、Fluxless Solder、 solder ribbon、 先艺电子、xianyi、www.xianyichina.com
广州先艺电子科技有限公司是预成型合金焊料片专业生产商,我们可根据客户的要求定制专业配比的金、银、铜、锡、铟等焊料合金,加工成预成型焊片,更多资讯请看www.xianyichina.com,或关注微信公众号“先艺电子”。

