





SMT回流焊的温度曲线(Reflow Profile)的设定包括哪几段(区)?每个区对焊接的作用,设置不当会产生哪些不良?
2024-05-24 09:14:55
行业新闻
3422
SMT回流焊的温度曲线(Reflow Profile)的设定包括哪几段(区)?每个区对焊接的作用,设置不当会产生哪些不良?
转自:SMT工程师之家
前言
电子产业之所以能够蓬勃发展,表面贴焊技术(SMT, Surface MountTechnology)的发明及精进占有极大程度的贡献。而回焊(Reflow)又是表面贴焊技术中最重要的技术之一。这里我们就试着来解释一下回焊的一些技术与温度设定的问题。
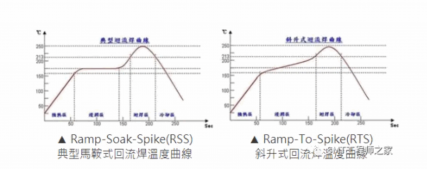
电路板组装的回流焊温度曲线(reflow profile)共包括了预热(pre-heat)、吸热(Soak)、回焊(Reflow)和冷却(Cooling)等四个大区块。
预热区(Pre-heat zone)
预热区通常是指由温度由常温升高至150°C左右的区域﹐在这个区域﹐温度缓升(又称一次升温)以利锡膏中的部分溶剂及水气能够及时挥发﹐电子零件(特别是BGA、IO连接器零件)缓缓升温﹐为适应后面的高温预作准备。但PCB表面的零件大小不一﹐焊垫/焊盘连接铜箔面积也不同,其吸热裎度也不一,为了避免零件内外或不同零件间有温度不均匀的现象发生﹐以致零件变形,所以预热区升温的速度通常控制在1.5°C~3°C/sec之间。预热区均匀加热的另一目的,是要使锡膏中的溶剂可以适度缓慢的挥发并活化助焊剂,因为大部分助焊剂的活化温度大约落在150°C上下。
快速升温有助快速达到助焊剂软化的温度,因此助焊剂可以快速地扩散并覆盖到最大区域的焊点,它可以让一些活化剂融入实际合金的液体中。可是,升温如果太快﹐由于热应力的作用﹐可能会导致陶瓷电容的细微裂纹(micro crack)、PCB受热不均而产生变形(Warpage)、空洞或IC芯片损坏﹐同时锡膏中的溶剂挥发太快﹐也会导致锡膏塌陷产生的危险。
较慢的温度爬升则允许更多的溶剂挥发或气体逃逸,它也使助焊剂可以更靠近焊点,减少扩散及崩塌的可能。但是升温太慢也会导致过度氧化而降低助焊剂的活性。
炉子的预热区一般占加热通道长度的1/4~1/3﹐其停留时间计算如下﹕假设环境温度为25°C﹐若升温斜率按照3°C/sec计算则[(150-25)/3]即为42sec﹐如升温斜率按照1.5°C/sec计算则[(150-25)/1.5]即为85sec。通常根据组件大小差异程度调整时间以调控升温斜率在2°C/sec以下为最佳。
另外还有几种不良现象都与预热区的升温有关系,下面一一说明:
1. 塌陷:
这主要是发生在锡膏融化前的膏状阶段,锡膏的黏度会随着温度的上升而下降,这是因为温度的上升使得材料内的分子因热而震动得更加剧烈所致;另外温度迅速上升会使得溶剂(Solvent)没有时间适当地挥发,造成黏度更迅速的下降。正确来说,温度上升会使溶剂挥发,并增加黏度,但溶剂挥发量与时间及温度皆成正比,也就是说给一定的温升,时间较长者,溶剂挥发的量较多。因此升温慢的锡膏黏度会比升温快的锡膏黏度来的高,锡膏也就必较不容易产生塌陷。
2. 錫珠:
迅速挥发出来的气体会连锡膏都一起往外带,在小间隙的零件下会形成分离的锡膏区块,回焊时分离的锡膏区块会融化并从零件底下冒出而形成锡珠。

3. 錫球:
升温太快时,溶剂气体会迅速的从锡高中挥发出来并把飞溅锡膏所引起。减缓升温的速度可以有效控制锡球的产生。但是升温太慢也会导致过度氧化而降低助焊剂的活性。
4. 灯芯虹吸现象:
这个现象是焊料在润湿引脚后,焊料从焊点区域沿引脚向上爬升,以致焊点产生焊料不足或空焊的问题。其可能原因是锡膏在融化阶段,零件脚的温度高于PCB的焊垫温度所致。可以增加PCB底部温度或是延长锡膏在的熔点附近的时间来改善,最好可以在焊料润湿前达到零件脚与焊垫的温度平衡。一但焊料已经润湿在焊垫上,焊料的形状就很难改变,此时也不在受温升速率的影响。
5. 润湿不良:
一般的润湿不良是由于焊接过程中锡粉被过度氧化所引起,可经由减少预热时锡膏吸收过多的热量来改善。理想的回焊时间应尽可能的短。如果有其他因素致加热时间不能缩短,那建议从室温到锡膏熔点间采线性温度,这样回焊时就能减少锡粉氧化的可能性。
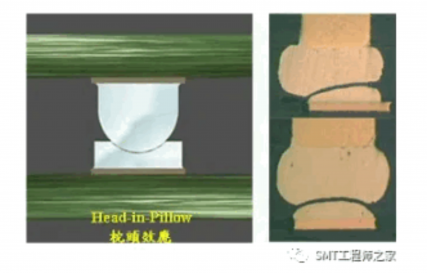
6. 虚焊或“枕头效应”(Head-In-Pillow):
虚焊的主要原因可能是因为灯蕊虹吸现象或是不润湿所造成。灯蕊虹吸现象可以参照灯蕊虹吸现象的解决方法。如果是不润湿的问题,也就是枕头效应,这种现象是零件脚已经浸入焊料中,但并未形成真正的共金或润湿,这个问题通常可以利用减少氧化来改善,可以参考润湿不良的解决方法。
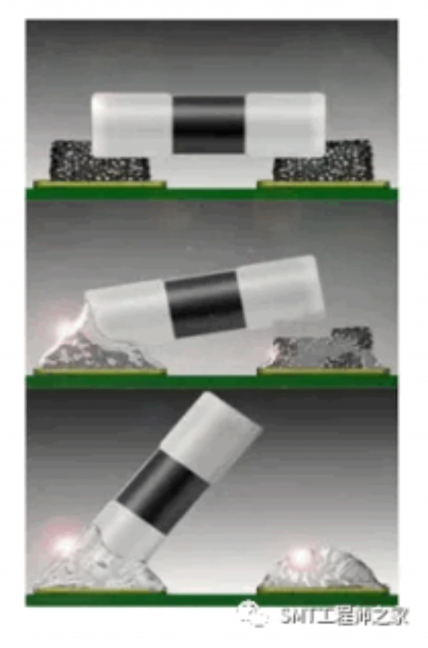
7. 墓碑效应及歪斜:
这是由于零件两端的润湿不平均所造成的,类似灯蕊虹吸现象,可以藉由延长锡膏在的熔点附近的时间来改善,或是降低升温的速率,使零件两端的温度在锡膏熔点前达到平衡。另一个要注意的是PCB的焊垫设计,如果有明显的大小不同、不对称、或是一方焊垫有接地(ground)又未设计热阻(thermal relief)焊垫,而另一方焊垫无接地,都容易造成不同的温度出现在焊垫的两端,当一方焊垫先融化后,因表面张力的拉扯,会将零件立直(墓碑)及拉斜。
8. 空洞(Voids):
主要是因为助焊剂中的溶剂或是水气快速氧化,且在焊料固化前未实时逸出所致。
吸
熱區 (Soak zone)
主要是因为一般将这个区域翻译成「浸润区」,但经白老师纠正,正确的名称应该叫「吸热区」,也称「活性区」﹐在这段几近恒温区的温度通常维持在150±10°C的区域﹐斜升式的温度通常落在150~190°C之间,此时锡膏正处于融化前夕﹐焊膏中的挥发物会进一步被去除﹐活化剂开始启动﹐并有效的去除焊接表面的氧化物﹐PCB表面温度受热风对流的影响﹐让不同大小、质地不同的零组件温度能保持均匀温度﹐板面温度差△T接近最小值。
(如果PCB上的零件简单,没有太多复杂的零件,如BGA或大颗容易或不易吸热零件,也就是说零件间的温度可以轻易达到均匀,建议使用「斜升式曲线」。现代科技进步,有些回焊炉的效率好,可以快速均匀所有零件的温度,也可以考虑「斜升式曲线」。「斜升式曲线」的优点是希望确保锡膏融锡时所有焊点同时融锡,已达到最佳的焊接效果。)
温度曲线形态接近水平状﹐它也是评估回焊炉工艺的一个窗口﹐选择能维持平坦活性温度曲线的炉子将可提高焊接的效果﹐特别是防止立碑缺陷的产生,因为较不易造成融锡不一的时间差,零件两端也就比较不会有应力不同的问题。
恒温区通常在炉子的2﹐3区之间﹐时间维持约为60~120s﹐若时间过长会导致松香过度挥发,并造成锡膏过度氧化的问题﹐在回流焊接时失去活性和保护功能,以致焊接后造成虚焊、焊点残留物发黑、焊点不光亮等问题。
此区域的温度如果升温太快,锡膏中的松香(助焊剂)就会迅速膨胀挥发,正常情况下,松香应该会慢慢从锡膏间的缝隙逸散,当松香挥发的速度过快时,就会发生气孔、炸锡、锡珠等质量问题。
回焊区(Reflow zone)
回焊区是整段回焊温度最高的区域﹐通常也叫做「液态保持时间(TAL, time above liquids)」。此时焊料中的锡会与焊垫上的铜或镍因为「化学反应」而形成金属间的化合物Cu5sn6或Ni3Sn4。以OSP(有机保护膜)的表面处理为例﹐当锡膏融化后﹐会迅速润湿铜层﹐锡原子与铜原子在其接口上互相渗透,初期Sn-Cu合金的结构为良好的Cu6Sn5介金属化合物(IMC),为回焊炉子内的关键阶段,因为装配上的温度梯度必须最小。IMC的厚度在1-5μm都可以接受,但IMC太厚也不好,一般建议可以控制在1-3μm为最佳。TAL必须保持在锡膏制造商所规定的参数之内。产品的峰值温度也是在这个阶段达成的(装配达到炉内的最高温度),时间如果过长就会继续生成Cu3Sn的不良IMC。ENIG表面处理的板子,初期则会生成Ni3Sn4的IMC,但只会生成极少的Cu6Sn5化合物。
必须小心的是,温度不可超过PCB板上任何温度敏感组件的最高温度和加热速率承受能力。例如,一个典型符合无铅制程的钽电容具有的最高温度在260°C时最多只能持续10秒钟。理想状况下应该让装配上所有的焊点同时、同速率达到相同的峰值温度,以保证所有零件在炉内经历相同的环境。
回焊的峰值温度,通常取决于焊料的熔点温度及组装零件所能承受的温度。一般的峰值温度应该比锡膏的正常熔点温度要高出约25~30°C,才能顺利的完成焊接作业。如果低于此温度,则极有可能会造成冷焊与润湿不良的缺点。
冷却区(Cooling zon)
e)
在回焊区之后,产品冷却,固化焊点,将为后面装配的工序准备。控制冷却速度也是关键的,冷却太快可能损坏装配,冷却太慢将增加TAL,可能造成脆弱的焊点。
一般认为冷却区应迅速降温使焊料凝固。迅速冷却也可以得到较细的合晶结构,提高焊点的强度,使焊点光亮,表面连续并呈弯月面状,但缺点就是较容易生成孔洞,因为有些气体来不及逃逸。
相反的,在熔点以上缓慢的冷却则容易导致过量的介金属化合物(IMC)产生及较大的合晶颗粒,降低抗疲劳强度。采用比较快的冷却速率可以有效吓阻介金属化合物的生成。
在加速冷却速度的同时须注意到零件耐冲击的能力,一般的电容所容许的最大冷却速率大约是4°C/sec。过快的冷却速率很可能会引起应力影响而产生龟裂(Crack)。也可能引起焊垫与PCB或焊垫与焊点的剥离,这是由于零件、焊料、与焊点各拥有不同的热膨胀系数及收缩率的结果。一般建议的降温速度为2~5°C/s之间。
助焊剂中的溶剂或是水气快速氧化,且在焊料固化前未实时逸出所致。
免责申明:本文内容转自:SMT工程师之家。文字、素材、图片版权等内容属于原作者,本站转载内容仅供大家分享学习。如果侵害了原著作人的合法权益,请及时与我们联系,我们会安排删除相关内容。本文内容为原作者观点,并不代表我们赞同其观点和(或)对其真实性负责。
先艺电子、XianYi、先艺、金锡焊片、Au80Sn20焊片、Solder Preform、芯片封装焊片供应商、芯片封装焊片生产厂家、光伏焊带、银基钎料、助焊膏、高温助焊剂、高温焊锡膏、flux paste、陶瓷绝缘子封装、气密性封装、激光器巴条封装、热沉、heatsink、IGBT大功率器件封装、光电子器件封装、MEMS器件封装、预成型锡片、纳米银、纳米银膏、微纳连接技术、AuSn Alloy、TO-CAN封装、低温焊锡膏、喷印锡膏、银焊膏、银胶、银浆、烧结银、低温银胶、银烧结、silver sinter paste、Ceramic submount、低温共晶焊料、低温合金预成形焊片、Eutectic Solder、低温钎焊片、金锡Au80Sn20焊料片、铟In合金焊料片、In97Ag3焊片、锡银铜SAC焊料片、锡锑Sn90Sb10焊料片、锡铅Sn63Pb37焊料片、金锡Au80Sn20预成形焊片、Au80Sn20 Solder Preform、大功率LED芯片封装焊片生产厂家、TO封帽封装焊片、In52Sn48、铟银合金焊片、纯铟焊片供应商、铟In合金预成形焊片、锡银铜SAC305(Sn96.5Ag3.0Cu0.5)焊片、锡银铜预成形焊片焊箔供应商、锡锑焊片、Sn90Sb10 Solder Preforms、锡铅焊片、锡铅Sn63Pb37焊片供应商、锡铅Sn63Pb37焊片生产厂家、锡铅预成形焊片、金锡合金焊片选型指南、低温合金焊片应用、低温合金焊片如何选择、预成形焊片尺寸选择、xianyi electronic、半导体芯片封装焊片、光电成像器件的盖板密封焊接、无助焊剂焊片、圆环预成形焊片、方框预成形焊片、金属化光纤连接焊片、金基焊料、金锗焊料、金硅焊料、器件封装焊料、预涂助焊剂、带助焊剂焊片、金锡助焊剂、共晶助焊膏、预置焊片、金锡封装、箔状焊片、预制焊锡片、预镀金锡、预涂金锡
广州先艺电子科技有限公司是先进半导体连接材料制造商、电子封装解决方案提供商,我们可根据客户的要求定制专业配比的金、银、铜、锡、铟等焊料合金,加工成预成形焊片,提供微电子封装互连材料、微电子封装互连器件和第三代功率半导体封装材料系列产品,更多资讯请看www.xianyichina.com,或关注微信公众号“先艺电子”。

