





铜烧结互连技术在半导体封装中的应用
2025-03-24 19:01:55
知识库
873
随着新能源汽车、5G通信、工业电源等领域对高性能功率器件的需求激增,以碳化硅(SiC)和氮化镓(GaN)为代表的第三代半导体成为行业核心驱动力。然而,传统封装技术在高功率密度、高温环境下的可靠性瓶颈日益凸显,铜烧结互连技术凭借其成本优势、高可靠性和工艺兼容性,正成为新一代半导体封装的关键解决方案。
铜烧结技术的背景与优势
1. 第三代半导体的封装挑战
第三代半导体器件(如SiC MOSFET)的工作温度可超过250°C,甚至达到320°C的极端工况,而传统锡基焊料的熔点不足250°C,且易因高温蠕变失效。此外,银烧结技术虽能耐受高温,但其高成本和电迁移问题限制了大规模应用,且烧结银能够适配的界面结构种类有限,往往要求在基板表面做银、金镀层处理,过度复杂的界面连接结构和表面处理工艺不光会造成成本的上涨,更会带来潜在的界面破坏风险,从而对器件的长期可靠性形成威胁。
材料 | 热导率 | 结合可靠性(功率循环) | CTE | 价格 | 应用成熟度 | 烧结设备 | 环保 |
烧结铜 | 200-300 | 很高 | 17 | 一般 | 一般 | 热压 | √ |
烧结银 | 200-300 | 高 | 19 | 高 | 一般 | 热压 | √ |
高铅钎料 | 20-30 | 差 | 24 | 低 | 高 | 氮气炉 | × |
2. 铜烧结的核心优势
铜烧结技术通过纳米铜颗粒的低温烧结(180-300°C)实现“低温互连、高温服役”,具有以下优势:
v成本效益:铜材料成本不到银的1/50,尤其适用于大面积互连场景;
v性能匹配:铜的热导率(401 W/m·K)和电导率(5.96×10⁷ S/m)与银接近,且热膨胀系数(17 ppm/K)更接近SiC芯片(4 ppm/K)和陶瓷基板(7 ppm/K),减少热应力;
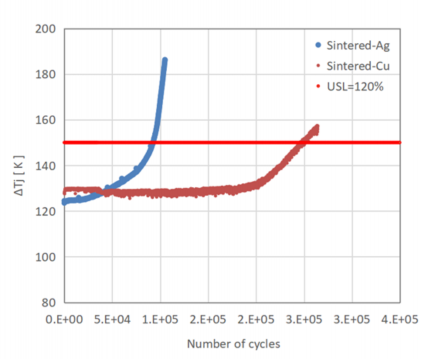
v可靠性提升:研究表明,铜烧结模块的功率循环寿命比银烧结高30%(如下图),且孔隙率可控制在15%以下,界面稳定性更优。
关键应用领域与产业化进展
1. 新能源汽车电驱系统
在800V高压平台和SiC逆变器的推动下,铜烧结技术成为车规级功率模块的首选方案。例如:
基本半导体:其铜烧结碳化硅模块在热冲击测试中寿命超过银烧结模块30%,功率循环可靠性显著提升,已进入产业化准备阶段;
采埃孚:采用铜烧结的CIPB(Chip Inlay Power Board)技术,功率密度超过120 kW/L,杂散电感降低65%,适配高密度车载逆变器设计。
2. 工业电源与高频器件
铜烧结技术的高导热性(200-300 W/m·K)和低电阻率(<15µΩ·cm)可有效保证散热降低结温、降低功率损耗,适用于工业电源等高压大电流场景和数据中心电源、光伏逆变器等高频场景。
3. 射频与光电子器件
纳米铜膏的无压烧结技术(孔隙率可控)在射频器件和小尺寸芯片封装中展现出潜力,例如GaN射频模块的铜夹(Clip)互连,可减少寄生电感并提升散热效率。
技术挑战与解决方案
1、氧化问题
纳米铜颗粒易氧化,影响烧结质量,一方面整体配方相对银烧结要引入防氧化组分,另一方面可能要在还原性气氛中进行烧结抑制氧化。
2、工艺条件
铜原子本身扩散系数低,烧结难度更高,需要的烧结驱动力更大,烧结温度和烧结时间要求目前整体略高于银烧结。
3、设备与工艺兼容性
现有银烧结设备需通过升级气氛控制系统兼容铜烧结工艺,降低产线改造成本。
结语
铜烧结互连技术正逐步取代银烧结,成为高性能半导体封装的主流方案。其在成本、可靠性和工艺兼容性上的综合优势,将加速第三代半导体在新能源汽车、工业电源等领域的普及。随着材料科学和工艺设备的持续突破,铜烧结技术有望在未来几年内实现全面产业化,推动半导体封装技术迈入新纪元。
参考资料:基本半导体铜烧结技术在碳化硅功率模块中的应用,https://www.eepw.com.cn/article/202407/461128.htm

